For too long, oil and gas operators have been forced to leave valuable resources in the ground – or flare and choke back production – because sour gas takeaway capacity simply wasn’t available. Midstream bottlenecks, limited processing capacity, and the inefficiencies of legacy scavenger treatments have slowed operations and stifled profitability.
Streamline Innovations has changed the game. With the introduction of the VALKYRIE™ 1.5 LTPD Sour Gas Treating Unit, operators can eliminate the sour gas takeaway constraint and unlock the full value of their sour hydrocarbon resources. Built on the proven foundation of the VALKYRIE fleet’s 99.9%+ mechanical availability, this larger system delivers unmatched capacity and efficiency – while setting the standard in environmental responsibility. VALKYRIE 1.5 LTPD units are in the field today working reliably for leading operators.
Bigger Capacity for Sour Gas Treating. Smarter Investment
The VALKYRIE 1.5 LTPD unit is engineered to process more gas and extract more sulfur than our standard 1.0 LTPD unit. That means operators can replace multiple scavenger systems or run just two VALKYRIE units instead of three—reducing capital outlays while simplifying operations.
The Lowest-Cost Path to Sweet Gas
Streamline Innovations has led the way in reliable, cost-effective, and environmentally friendly sour gas treatment, and the 1.5 LTPD continues that tradition. By delivering the lowest onsite treating costs for large volumes and high concentrations of H₂S, operators can expand production while keeping OPEX under control.
Removing Bottlenecks, Unlocking Production
Sour takeaway constraints no longer have to limit your production rates. By sweetening gas directly at the wellsite, the VALKYRIE system eliminates reliance on limited midstream capacity. With VALKYRIE you gain flexibility, reliability, and control – removing the bottlenecks that restrict revenue growth.
A True Sustainable and Safe Technology
The future of on-site gas treating isn’t just about efficiency – it’s about responsibility. VALKYRIE technology uses a non-toxic, eco-friendly TALON® chemistry that safeguards workers and the environment alike. Unlike traditional methods, the process produces no harmful byproducts. Instead, the primary output is Simple Elemental Sulfur™, a recyclable and OMRI-certified material approved for use in organic food production.
With Streamline, you don’t just get hardware – you get a partner. The VALKYRIE 1.5 LTPD comes with a full-service operating model, including chemical management, maintenance, sulfur removal, and operations support. Backed by 99.9+% uptime, Streamline takes the burden off field personnel and ensures sour gas treatment never stands in the way of production.
Smarter. Cleaner. More Profitable.
The VALKYRIE 1.5 Ton H₂S treatment unit isn’t just a bigger system – it’s a smarter way to unlock sour hydrocarbon resources for operators who demand efficiency, safety, and sustainability. By reducing capital costs, lowering OPEX, eliminating operational constraints, and delivering a proven eco-friendly process, Streamline Innovations is once again redefining what’s possible in sour gas treatment.
Turn sour constraints into sweet profits with Streamline Innovations. Contact us today to learn how you can put the VALKYRIE 1.5 LTPD to work and unlock the value of your sour oil and gas resources.
Streamline Innovation’s vision is Reducing Emissions Through Technology. We help global industries meet environmental goals, enhance sustainability, and transition to a lower-carbon future.
Streamline Innovations’ VALKYRIE® H2S Treating System supports environmental and sustainability goals by destroying H2S and producing elemental sulfur, which can be used in agriculture, unlike some processes that produce pollution or toxic waste.
Streamline’s VALKYRIE uses TALON®, a non-toxic, biodegradable Redox process to remove H2S from gas streams. This is done by converting H2S to elemental sulfur and regenerating the chemistry with air, allowing the process to repeat continuously. The elemental sulfur is then filtered out of solution and stored in a container for transport.
The VALKYRIE® H2S Treating System doesn’t just capture H2S, it destroys it, eliminating the need to flare sour gas, which is critical for reducing routine flaring and SO2 emissions.
The infographic below summarizes the environmental sustainability benefits provided to our customers by VALKYRIE units operating during 2024.
“Leading oil and gas operators are utilizing Streamline technology to unlock the value of their sour gas assets in an efficient and environmentally friendly way. The VALKYRIE Environmental Sustainability Scorecard highlights the measurable environmental advantages of our technology.”
– David Sisk, CEO
Simple Elemental Sulfur™
Streamline’s sulfur produced from the VALKYRIE solution is listed as Simple Elemental Sulfur™ with the Organic Material Review Institute (“OMRI”) for use as an organic fertilizer. OMRI certification complies with USDA National Organic Program (“NOP”) regulations. Simple Elemental Sulfur™ is a powdered, amorphous sulfur that acts as a soil amendment, raising soil pH and enhancing nitrogen uptake.
About Streamline Innovations
Streamline Innovation’s vision is Reducing Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy.
TIME Magazine ranked Streamline in 6th place out of 250 companies included in TIME’s inaugural list of America’s Top GreenTech Companies 2024. This prestigious recognition is presented by TIME and Statista, Inc., a leading statistics portal and industry ranking provider.
H2S is present in almost every industrial process in the world. Our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, the leading cause of acid rain, a deadly greenhouse gas dangerous for work and living environments.
Streamline believes that achieving the E (“Environmental”) in ESG requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to reducing emissions that harm the environment. We integrate advanced data collection, process control, and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.
H2S Treatment Technology That Keeps Your Dairy Digester to RNG Operation Green
Agricultural biogas streams are important feedstocks for upgrading to Renewable Natural Gas (RNG). Before biogas from a dairy digester or similar facility can be sold to a commercial pipeline as RNG, it must be treated for hydrogen sulfide (H2S) contamination. For a dairy digester biogas-to-RNG project to live up to its green value proposition, however, project designers have to consider not just the efficient aggregation of manure and capturing methane from the digester, but also the byproducts of the upgrading process itself.
There are several methods for treating H2S in dairy digester biogas-to-RNG applications, but only two are truly “green” from the standpoint of not creating negative byproducts: Biologic solutions and Next Generation Liquid Redox.
Biological processes are green because they utilize natural microorganisms to convert H2S into non-harmful compounds. However, this strength is also the primary weakness of biologic treating solutions. Living organisms are not as predictable or consistent as known chemical processes.
Downsides of biologic H2S treating options:
Because the bacteria colony in a biologic treater acclimates to the amount of H2S it consumes, biologics are highly sensitive to variations in gas flow rates, temperatures, and H2S concentrations, making the entire system more prone to unplanned downtime and lengthy restarts.
Usually require a complex and costly installation.
Typically require long initial start-up times to allow a critical mass of microorganisms to grow.
Often require additional equipment to maintain a steady state, increasing the cost of these systems and adding operational complexity.
Next Generation Liquid Redox (VALKYRIE®)
The next generation of liquid redox solutions, such as VALKYRIE Biogas-to-RNG technology, provide operators of dairy digester plants with a H2S purification solution that is not only green, but operationally robust. Like biological H2S treating options, VALKYRIE technology is a green solution, but unlike biologics delivers high reliability and fast startups.
Upsides to VALKYRIE technology:
Reacts quickly to changes in gas flow, temperatures, and H2S concentrations for high reliability, process stability, and uptime.
Simple, cost effective “plug and play” installation
One-button, fast startup.
Additionally, VALKYRIE technology extracts elemental sulfur from the gas stream that can be sold as Simple Elemental Sulfur™ for use in organic food production, advancing the circular economy concept.
In summary, Streamline Innovation’s VALKYRIE H2S treating technology offers dairy digester biogas-to-RNG operators the most reliable, green option for removing H2S from gas streams in the biogas-to-RNG upgrading process.
Contact us today to learn more about how VALKYRIE ECO and ECO FLEX solutions can help you achieve your agricultural biogas-to-RNG upgrading needs.
About Streamline Innovations
Streamline Innovation’s vision is Reducing Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy. Streamline Innovations Leads TIME’s List of America’s Top GreenTech Companies of 2024.
H2S is present in almost every industrial process in the world. Our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, the leading cause of acid rain, a deadly greenhouse gas dangerous for work and living environments.
Streamline believes that achieving the E (“Environmental”) in ESG requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to reducing emissions that harm the environment. We integrate advanced data collection, process control, and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.
Acid gas, also known as amine overhead gas, is a blend of acidic gases including carbon dioxide (CO2) and hydrogen sulfide (H2S), and a common byproduct of various industrial processes, including natural gas processing, refining and chemical production. These gases are considered “acidic” because they can dissolve in water to form acids, leading to a decrease in pH when released into the environment. These gases, known for their corrosive properties, pose significant risks to the environment, human health and industrial equipment if not properly managed.
Where Acid Gas Comes from – Amine Sweeting
In many industrial settings dealing with sour gas, sweetening processes are employed to remove hydrogen sulfide (H2S) using methods like amine scrubbing. Amine gas treating, or sweetening, is frequently used in high volume applications, such as natural gas processing plants and refineries. Amine sweetening systems, however, generates an acid gas stream that requires careful handling and disposal.
Traditional Acid Gas Disposal Methods (Pros/Cons)
Traditional methods of disposing of acid gas include flaring and injection into specialized Acid Gas Injection (AGI) wells.
Flares and Enclosed Combustors:
Pros: Flaring is simple and can use existing infrastructure.
Cons: Key drawbacks include the fact that flaring may not be a permitted use in some jurisdictions and burning acid gas produces harmful SO2 emissions.
Acid Gas Injection (AGI) Wells:
Pros: Can be safe and a permanent solution.
Cons: AGI may not be permitted in some jurisdictions, permitting may take 1-3 years, if at all. Additionally, it is expensive to get started and requires ongoing monitoring of the potential impact on groundwater and other long-term environmental concerns. AGI wells also present a potential single point of failure, increasing the risk of unplanned downtime.
Liquid Redox for Acid Gas Treating
Next generation Liquid Redox technology offers a revolutionary approach to acid gas treatment by utilizing a Reduction-Oxidation (Redox) chemical reaction. Acid gas containing H2S exits the Liquid Redox system sweet (without H2S) and the elemental sulfur is filtered out of the regenerated chemistry where it can be reused, further reducing costs. The sulfur can be used for organic food production. This process not only eliminates the need for flaring or AGI but also delivers pure CO2 for carbon capture and storage (CCS).
Pros: Eco-friendly, eliminate flaring, eliminate AGI, cost-effective, deliver pure CO2 for CCS or industrial use.
VALKYRIE® Acid Gas Treating Units – Leveraging the Power of Liquid Redox Technology
VALKYRIE Acid Gas Treating Units (AGTUs) harness reliable, proven next generation Liquid Redox technology to deliver an eco-friendly solution to disposing of acid gas generated from H2S sweetening processes.
VALKYRIE AGTUs deliver these benefits:
Seamlessly integrate with existing H2S removal processes.
Can operate from 0-30 psig.
Can handle extremely high H2S concentrations (more than 80%).
Offer little to no pressure drop across the unit.
Effectively eliminates all remaining H2S from the gas stream and delivers elemental sulfur.
VALKYRIE stands out as a true green solution with its use of non-toxic, eco-friendly chemicals and renewable or low-impact resources. Its energy efficiency, reduced waste generation, and compliance with regulations make it a cost-effective and environmentally responsible choice for acid gas treatment.
Advantages of VALKYRIE AGTUs for acid gas treating:
A true green solution with non-toxic and eco-friendly chemicals
Renewable or low-impact resources
Energy efficiency
Reduced waste and generation of byproducts
No harmful byproducts
Recyclability or reusability
Cost-effectiveness
Compliance with regulations
Summary
VALKYRIE liquid redox technology offers a sustainable and efficient solution for treating acid gas, mitigating environmental risks, and promoting carbon capture initiatives. By harnessing the power of chemistry, it not only addresses industrial challenges but also paves the way for a greener, more sustainable future.
Contact us today to learn more about Next Generation Liquid Redox H2S treating technology and determine if the VALKYRIE system is right for your operation.
About Streamline Innovations
Streamline Innovation’s vision is Reducing Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy.
H2S is present in almost every industrial process in the world. Our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, the leading cause of acid rain, a deadly greenhouse gas dangerous for work and living environments.
Streamline believes that achieving the E (“Environmental”) in ESG requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to reducing emissions that harm the environment. We integrate advanced data collection, process control, and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.
Streamline Innovation’s vision is Eliminating Emissions Through Technology. We help industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, lower-carbon future.
One of the benefits of using a Streamline Innovations VALKYRIE® H2S Treating System is the positive contribution to Environmental and Sustainability directives. Unlike like some hydrogen sulfide treatment processes that create pollution or toxic wastes, Streamline’s VALKYRIE destroys H2S, and creates elemental sulfur that can be used for soil amendment in agriculture.
Streamline’s VALKYRIE employs TALON®, a non-toxic, biodegradable Redox (“Reduction-Oxidation”) chemistry process that removes H2S from gas streams by converting it (“reduction”) to elemental sulfur and then regenerating the chemistry by introducing air (“oxidization”) so that the chemistry can repeat the treating process, over and over again. The elemental sulfur is filtered from the chemistry and is accumulated in a container that will be used to store and transport the sulfur.
The VALKYRIE® H2S Treating System doesn’t just capture H2S, it destroys it, eliminating the need to flare sour gas, which is critical for reducing routine flaring and SO2 emissions.
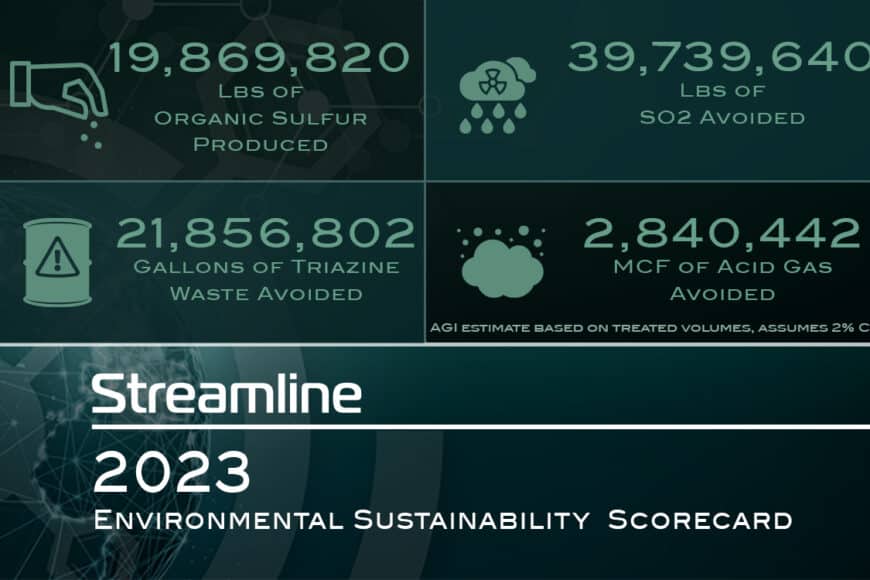
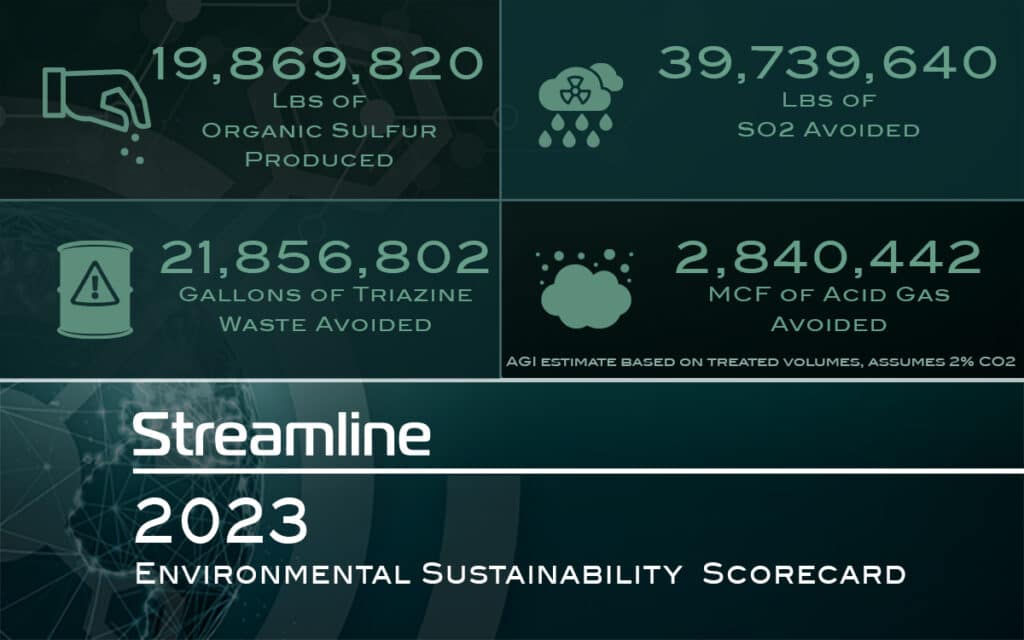
The infographic below aggregates the environmental sustainability benefits delivered to our customers by VALKYRIE units operating during 2023.
In 2023, the VALKYRIE fleet delivered substantial improvements in environmental performance, as compared to 2022:
20% increase in organic sulfur production
20% increase in avoided SO2 emissions
20% increase in avoided gallons of triazine waste
53% increase in avoided acid gas produced
“Leading E&P operators are using Streamline technology to unlock the value of their sour gas assets in a cost-efficient and environmentally friendly manner. The VALKYRIE Environmental Sustainability Scorecard demonstrates the quantifiable environmental benefits of our technology.”
– David Sisk, CEO
Simple Elemental Sulfur™
Streamline’s sulfur produced by the Valkyrie is listed as Simple Elemental Sulfur™ with the Organic Material Review Institute (“OMRI”) for use as fertilizer for Organic Production. OMRI certification approval standards are compliant with the USDA National Organic Program (“NOP”) regulations for organic cultivation processes. Simple Elemental Sulfur™ is a powdered, amorphous form of sulfur that can be beneficial as a soil amendment, increasing the pH of soil and improving the uptake of nitrogen.
About Streamline Innovations
Streamline Innovation’s vision is Reducing Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy.
Streamline’s environmentally forward H2S treating solutions help achieve the “E” in ESG. H2S is present in many industrial processes throughout the world. Our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, a leading cause of human inhalation accidents and source of SO2 emissions, a primary cause of acid rain. Talon treats effectively in both gas and water phases.
Streamline believes that achieving environmental sustainability directives requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to measuring and reducing emissions that harm the environment. We integrate advanced process control, data collection and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.
How Byproducts of the Biogas Purification Process Create a Muddied Field
Not all RNG is created equal. “Created” being the critical word.
Renewable Natural Gas, (RNG or biomethane) is generated through a sometimes lengthy and complicated biogas upgrading process. Biogas, in its raw form, contains contaminants that can be harmful to the environment and have negative effects on pipelines, storage facilities and other infrastructure. As a result, biogas, whether it is produced from an agricultural operation or a landfill, must be purified of contaminants including H2S, oxygen, CO2, N2, siloxanes and other elements before it can be sold commercially as highly valuable “Green Power” RNG.
Although the green concept is rooted in decarbonizing energy systems by reducing Greenhouse Gas emissions, the true “greenness” of an energy operation is called into question if it generates byproducts harmful to the environment and/or simply replaces one type of emissions with another.
With this context in mind, not all H2S treatment solutions are created equal. For an RNG operation to live up to its sustainability promise, the issue of byproduct generation, especially in H2S treatment, must be addressed to ensure the holistic sustainability of energy production.
This article covers various methods for treating H2S for upgrading biogas and landfill gas to RNG and the benefits of using a green H2S solution.
The H2S Problem
Hydrogen sulfide is a common impurity in various energy sources, including fossil fuels, biogas and Landfill Gas. Treating sour gas (natural gas containing H2S) in oil and gas operations has been a priority for many decades for protecting infrastructure and ensuring operational safety (H2S presents a serious health threat to workers). H2S presents a similar challenge in upgrading biogas and landfill gas to RNG, so it can be injected into commercial pipelines for sale.
Solutions for Dealing with H2S
Various methods exist to remove H2S from gas streams, ranging from traditional techniques to innovative green solutions:
Traditional H2S Treating Methods
In our article, Gas Treating Solutions for Renewable Natural Gas, we covered the primary categories of gas treating to remove H2S from landfill gas, biogas and geologic sources. Conventional H2S treatment methods, including scavengers, adsorbents and catalytic reactions are plagued with a variety of downsides:
Create negative downstream processing effects
Require the use of chemicals that can be expensive and present a safety risk
Require the disposal of contaminated media, creating environmental and safety risks
Operational complexity, requiring frequent oversight on location and system maintenance
Solid Media: Activated carbon and Iron Sponge are commonly used for H2S treating in RNG operations. These materials absorb H2S, effectively removing it from the gas stream. However, they have limitations such as saturation issues, resulting in downtime for changing out spent media and the cost of disposal. Because these methods, like Triazine, create spent media cannot be recycled and must be disposed of in a landfill or other facility, they do not deserve a “green” rating.
Green H2S Treating Methods
Biologics and Next Generation Liquid Redox are significantly more green than traditional methods of treating H2S, primarily because they do not create negative byproducts.
Biological Systems: Biological processes are green because they utilize microorganisms to convert H2S into non-harmful compounds. While biological H2S treating methods are eco-friendly because most commercially available biologic H2S treating processes extract elemental sulfur from biogas, they typically require long start-up times to allow a critical mass of microorganisms to grow and are highly sensitive to changes in gas flow, temperatures, and H2S Concentrations, which can result in unplanned downtime and lengthy restarts. In addition, biologic systems typically require additional equipment to maintain a steady state, increasing the cost of these systems and adding operational complexity.
Next Generation Liquid Redox (VALKYRIE™): The next generation of liquid redox solutions, such as VALKYRIE Biogas-to-RNG technology, provide biogas and Landfill Gas operators a H2S purification solution that is not only green, but operationally robust. This innovative technology has proven itself in the fossil fuel industry and offers RNG operators an efficient and effective means of eliminating H2S from biogas and Landfill Gas without harmful byproducts. The process involves using non-toxic and environmentally friendly chemicals to oxidize H2S into Simple Elemental Sulfur™, a valuable byproduct certified by OMRI for use in organic food production. VALKYRIE technology is energy efficient, produces no harmful emissions, facilitates quick startups, and resistant to variability in gas flow rates and temperature.
These green H2S treating methods help promote and facilitate the longer-range vision of a Circular Economy where the outputs of one industrial process become the inputs of another, helping us realize a Green Future sooner than imagined. By extracting elemental sulfur from H2S, it can be returned to the soil and used for organic food production.
Benefits of VALKYRIE H2S for Biogas-to-RNG Upgrading
The adoption of the VALKYRIE ECO or VALKYRIE ECO FLEX H2S treating solutions provide biogas and Landfill Gas producers a robust, efficient and green H2S removal solution for upgrading their gas to RNG.
Benefits of VALKYRIE technology include:
Recyclability and reusability of byproducts like Simple Elemental Sulfur™ enhances resource utilization and create a true green solution with no harmful byproducts.
Treats H2S down to non-detect levels from a single skid.
Reliable and robust – insensitive to variability in biogas H2S concentrations and temperatures.
No additional conditioning equipment is needed.
Use of non-toxic and eco-friendly chemicals ensures minimal environmental impact.
Utilization of renewable or low-impact resources aligns with sustainable practices.
Faster startup and higher uptime when compared to biologic treating alternatives.
Energy efficiency is maintained, reducing operational costs and resource consumption.
Reduced waste generation and the generation of harmful byproducts contribute to cleaner operations.
Cost-effectiveness is achieved through efficient and optimized processes.
The transition to a decarbonized global energy system is accelerating and RNG has an essential role to play, but a energy source is only as green as the byproducts it generates. Addressing the H2S problem in biogas and Landfill Gas is a significant step towards producing cleaner, upgraded RNG suitable for commercial pipelines. Traditional methods have significant limitations, but VALKYRIE technology offers RNG operators a reliable, robust, efficient, clean and holistic option aligned with green energy goals.
About Streamline Innovations
Streamline Innovations’ vision is Eliminating Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy.
Streamline’s environmentally forward H2S treating solutions help our customers achieve the “E” in ESG. H2S is present in many industrial processes throughout the world, and our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, a leading cause of human inhalation accidents, corrosion and SO2 emissions, a primary cause of acid rain.
We also believe that achieving climate-improving directives requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to measuring and reducing emissions that harm the environment. We integrate advanced process control, data collection and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.
Treating natural gas streams for hydrogen sulfide (H2S) is a priority for Oil & Gas producers worldwide. In the United States, much of the associated gas produced from the strategically important producing regions in the Permian Basin and the Eagle Ford trend in southern Texas contains high levels of H2S, making it “sour.”
But there is a problem with sour gas. Because H2S is highly corrosive to infrastructure and presents a threat to human health, most pipelines have established strict limits on H2S concentration requiring Oil & Gas operators to remove or otherwise destroy it. In our article Gas Treating – Processing Solutions for Multiple Industries, we reported that The University of Texas found that the interstate pipeline specifications for H2S range between 0.25 grains per 100 cubic feet to 1.0 grain.
Although flaring or combusting associated gas contaminated with H2S is one way to dispose of it, the practice produces harmful sulfur dioxide (SO2), which is a major contributor to acid rain and regulated by the Clean Air Act.Alternatives to flaring are to capture or destroy the H2S using chemical, biological, or mechanical processes that have different trade offs in terms of capital and operation expenses, and have significantly different waste streams.
In this article we compare the two most common H2S Treatment strategies used by oil producers for treating H2S in the field: Scavenger and Next-Generation Liquid Redox.
H2S Scavengers
Using an H2S scavenger to treat sour gas is a common legacy method for “sweetening” sour gas by removing H2S from natural gas streams using a chemical reaction. A scavenger tower brings sour gas into contact with liquid or solid media, which captures the H2S.
Triazine is commonly used to treat H2S in natural gas streams. It is a clear to pale yellow liquid with a fishy smell. Because triazine cannot be used at full strength, it is usually mixed with other substances to bring the concentration down to field strengths ranging from 20-80%, depending on the application.
Triazine can be injected directly into gas streams or used in a contact tower (scavenger). H2S scavengers using contact towers are considered up to 80% efficient, as compared to only 40% efficiency for direct injection.
Triazine works by binding itself to the H2S molecule. The reaction is defined as one mole of triazine reacting with two moles of H2S to form dithiazine. This is a one-time, non-reversible chemical reaction.
In a liquid H2S scavenger using triazine, produced gas is fed into a tower vessel where it bubbles up through the liquid. As the H2S contacts the triazine in the treating tower, it is rendered harmless.
Because triazine scavenging is a non-regenerative process, triazine must be replaced periodically and the spent liquid must be disposed of.
Triazine H2S Treating Pros and Cons
The benefits of using triazine for treating H2S in gas streams include:
Minimal installation cost.
Can be cost effective, depending on gas flow rate.
Zero air emissions.
Widely available in most oil and gas producing regions.
Skid-based units can be mobilized from one location to another quickly and easily.
Downsides include:
Contact towers are typically only 80% efficient, direct injection only ~40% efficient.
Disposal of spent triazine can be problematic in some areas.
Non-regenerative process, meaning frequent media changes.
Often requires use of other chemicals to mitigate negative downstream effects.
Contact towers (bubble towers) can be operationally complex and require frequent attention.
Can be costly when treating gas with high concentrations of H2S and/or high gas flow rates.
Worker exposure to chemicals at the worksite, potential health and safety concerns.
Next Generation Liquid Redox for H2S Treating
The Liquid Redox (Reduction-Oxidation) process converts H2S into elemental sulfur and water vapor byproducts using chemistry (Reduction) that can be regenerated and used again with exposure to air (Oxidation).
Using a Next Generation Liquid Redox process, sour gas is directed into a treating vessel containing specialized chemistry and then exits the system sweet (without H2S) into a gas sales line. The elemental sulfur byproduct is filtered out of the liquid, and the chemistry is then regenerated with exposure to oxygen. The regenerated chemistry is then recirculated back into the treating vessel to perform the reaction again. The regenerative nature of the chemistry reduces media changes, disposal costs and reduces chemical handling requirements on the well site.
The VALKYRIE® H2S treating solution from Streamline Innovations utilizes relatively recent technological advances in automation control to create the “Next Generation Redox” system. The VALKYRIE system utilizes TALON® chemistry, our non-toxic, biodegradable Redox chemistry.
Focus on Triazine Disposal
As previously noted, there are several downsides to H2S scavengers using liquid triazine. Because the triazine-H2S reaction is non-regenerative, the spent chemical must be replaced periodically and disposed of.
Dithiazine is the byproduct of using triazine to remove H2S from oil and gas streams and has no secondary use. It is a liquid waste product that requires proper disposal, in saltwater disposal (SWD) wells along with produced water, if the SWD operator allows, or at a hazardous materials disposal facility.
Comparison – Triazine H2S Scavengers vs. Next Generation Redox
We compare H2S scavengers using liquid triazine with the latest generation of Liquid Redox.
Spent Media Disposal. Because treating H2S using liquid triazine or solid media involve one-time, non-regenerative chemical reactions, the spent triazine must be replenished and the liquid byproduct disposed of properly. Solid media must also be periodically changed and disposed of at a hazardous materials landfill. Frequency of chemical and media changeouts is a function of several factors, including gas flow rates, H2S concentration, scavenger vessel size and other variables.
Chemical Handling and Safety. Liquid triazine is typically transported in plastic totes and delivered to the well site or production pad. Field personnel can be exposed to triazine when moving totes around the well site, installing H2S scavenger equipment and maintaining contact towers and injection equipment.
Exposure to triazine can cause skin rashes, eye irritation and the U.S. Environmental Protection Agency considers triazines as possible human carcinogens.
Operating Cost. Triazine H2S scavengers are often more expensive than Next Generation Liquid Redox, especially for high levels of H2S, because spent triazine must be replaced more frequently and can become overwhelmed at high concentrations, while TALON chemistry is regenerated, reducing the frequency of chemistry changes and chemical handling.
A Clear Advantage
The VALKYRIE Next Generation Liquid Redox system is the clear winner for treating high H2S sour gas when all the risks and costs are taken into account.
Benefits of the VALKRYIE gas treating system:
A green solution that converts H2S into the benign substances of water vapor and elemental sulfur.
Universal application for biogas, landfill gas, and oil and gas production.
Widest operating envelope of any H2S Treating method extending across the full spectrum of pressures, flow rates and H2S concentrations.
Treating to established specifications for sales pipelines, gas lift and fuel gas conditioning.
Flexibility of placement along the production stream whether at the anaerobic digester, at a landfill, wellhead, refinery, in a direct or tail gas treating configuration.
Easily adjusted for variation in gas flow and H2S concentrations.
We specialize in meeting the most stringent outlet specifications.
Contact us today to learn more about Next Generation Liquid Redox H2S treating technology and determine if the VALKYRIE system is right for your operation.
The move towards a decarbonized global energy system, otherwise known as the Energy Transition, is underway. In response to the concerns of key stakeholders, including the institutional investment community and regulators, energy companies are adopting initiatives to reduce emissions of Greenhouse Gasses, methane and other substances.
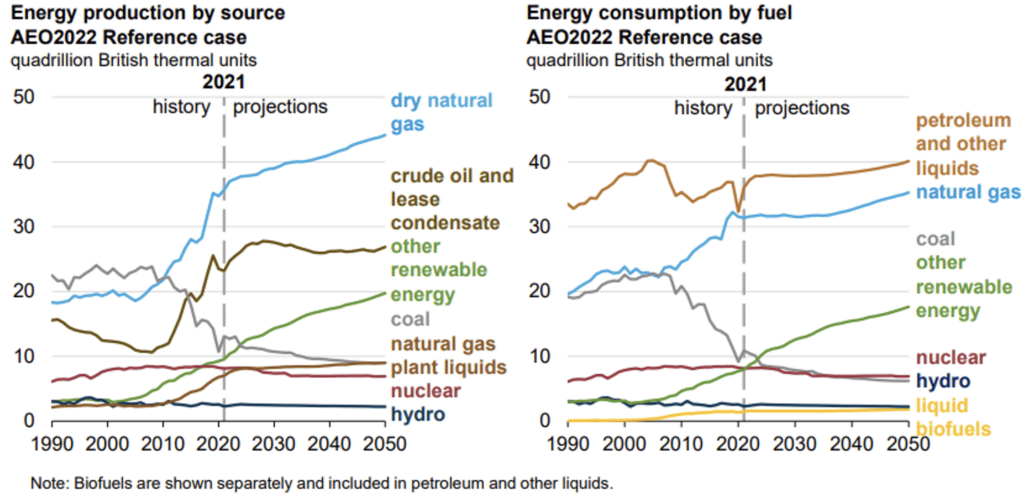
An important part of the Energy Transition is increasing the use of renewable energy sources, typically wind and solar, which emit zero emissions. Although renewable sources today make up less than 10% of total energy consumption in the United States, their share of the overall energy supply is rising rapidly.
Variability, however, is a critical factor hindering the widespread deployment of renewable energy sources. Because wind turbines don’t turn in calm conditions and solar panels have seasonality, can be substantially compromised on cloudy days, and do not provide power at night, these sources are not enough for long-term sustainability and reliability of the grid.
Battery storage has emerged as one solution for solving the problem of variability in renewable electricity production. Numerous battery storage projects are underway to provide long-term storage of electricity generated by renewables during ideal conditions (e.g., a bright sunny day for solar panels), so it can be supplied to the grid during peak demand.
Even considering battery storage, the U.S. Energy Information Agency (EIA) forecasts that renewable energy will provide only 20% of total energy supply by 2050. Meaning, the Energy Transition, if it is to be successful, cannot rely completely on renewable energy.
Increasing Gas Consumption Driving Emissions Lower
Coal-fired power plants are major emitters of Greenhouse Gasses (GHG), primarily CO2. As a result, coal-fired plants are being phased out and being replaced by natural gas fired plants. Coal-to-gas switching is a major factor driving GHG emissions lower in the U.S.
EIA reports that emissions of CO2 have declined substantially, primarily because of power plants switching to natural gas away from coal fired power plants. Further, EIA expects adoption of natural gas for power generation to increase through 2050 as it displaces coal as a primary feedstock.
Whether natural gas is produced from geologic sources or captured from biogas operations or landfills, it burns cleaner than coal, making gas a vital component of a successful Energy Transition. But where will it come from?
The Howling Wolfcamp in the Permian Basin!
As we noted in our article Gas Treating – Processing Solutions for Multiple Industries, natural gas is expected to play a foundational role in meeting future energy consumption. In fact, the U.S. Energy Information Agency (EIA) forecasts that U.S. natural gas consumption will grow by almost 25% through 2050 and maintain the second-largest market share overall.
In the EIA’s March 2022 update, the agency provided further detail on where the growth in geologic natural gas supply is expected to come from:
More than half of the growth in U.S. natural gas production will be sourced from oil formations, known as associated gas.
The largest increase in production of associated gas is in the Wolfcamp tight oil shale formation of the Permian Basin in the U.S. Southwest.
The proximity of the Permian Basin in general, and the Wolfcamp formation more specifically, to LNG export terminals on the U.S. Gulf Coast in Texas and Louisiana has encouraged production growth in this region.
The Permian Basin itself is the most active oil drilling region in the U.S. As of January 27, 2023, the Baker Hughes Rig Count reported 357 rigs were working in the Permian Basin, nearly half of all working rigs in the U.S. The reason is simple – the Permian is a prolific world-class oil and gas resource.
Demand for U.S. gas exports, namely liquefied natural gas (LNG), to Europe and other developed regions lacking local energy resources, is an important driver of natural gas production growth from the Permian, including the Wolfcamp and other formations in the Permian Basin. The nearby Eagle Ford Shale contributes significantly to the availability of gas for LNG exports.
The Sour Gas Treating Challenge
One of the challenges for oil and gas operators in the Permian Basin is gas treating for hydrogen sulfide (H2S). Much of the associated gas produced from the Permian Basin in West Texas and southeastern New Mexico and the Eagle Ford trend in southern Texas generally contains high levels of H2S, making it “sour.”
Since H2S presents a significant threat to infrastructure integrity, most pipelines have stringent limits for H2S concentration that require producers to treat sour gas to remove or destroy it. We provide more detail on natural gas pipeline gas specifications in our article Gas Treating – Processing Solutions for Multiple Industries.
Sour gas assets, typically located in established oil and gas producing regions equipped with infrastructure connecting them to national and international markets, have a critical role to play in meeting the nation’s energy needs and providing energy security. Gas treating solutions are required to unlock the value of these sour gas resources so they can be transported via pipeline, instead of burned or flared, which produces harmful sulfur dioxide (SO2).
In our article, Gas Sweetening, Sour Gas Treatment Strategies by Volume, we identified the three primary categories of traditional gas treating methods for removing H2S from associated gas, but they have numerous downsides, including:
Create negative downstream processing effects.
Require the use of chemicals that can be expensive and present a safety risk.
Require the disposal of contaminated media, creating environmental and safety risks.
Operational complexity, requiring frequent oversight on location and problem solving.
A Gas Treating Innovation – Liquid Redox
There is a proven, green solution for H2S gas treating not plagued by the downsides of traditional methods – Liquid Redox. The first generation of Liquid Redox enjoyed some mixed success treating H2S, but it was not reliable enough for large-scale applications. The next generation of Liquid-Redox gas treating for H2S, however, is a different story.
VALKRYIE® Liquid Redox (Reduction-Oxidation) technology from Streamline Innovations is based on new, updated chemistry and state-of-the-art process automation to reliably convert H2S into benign byproducts including elemental sulfur using chemistry (Reduction) that can be regenerated and be used again by exposure to oxygen (Oxidation).
The gas (i.e., Methane, CO2, other process gases) or air containing the H2S exits the system sweet (i.e., without H2S) and the elemental sulfur is filtered from the regenerated chemistry. The chemistry is then recirculated to perform the reaction again and the sulfur is collected in a container available for use or disposal.
The Streamline VALKYRIE H2S removal system is the next generation of Liquid Redox (Reduction-Oxidation) to cost-efficiently help oil and gas operators unlock the value of sour gas resources.
The VALKYRIE system utilizes TALON® chemistry, our non-toxic, biodegradable Redox chemistry. In combination with our advanced automation and control technology, Streamline has created “The Next Generation Redox” system.
Benefits of the VALKRYIE gas treating system:
A green solution that converts H2S into benign substances including water and elemental sulfur.
Universal application for biogas, landfill gas and oil and gas production.
Widest operating envelope of any H2S gas treating method extending across the full spectrum of pressures, flow rates and H2S concentrations.
Treating to established specifications for sales pipelines, gas lift and fuel gas.
Flexibility of placement along the production stream whether at the anaerobic digester, at a landfill, wellhead, refinery, in a direct or tail gas treating configuration.
Streamline Innovation’s vision is Eliminating Emissions Through Technology. We help industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, lower-carbon future.
One of the benefits of using a Streamline Innovations VALKYRIE® H2S Treating System is the positive contribution to Environmental and Sustainability directives. Unlike like some hydrogen sulfide treatment processes that create pollution or toxic wastes, Streamline’s VALKYRIE destroys H2S, and creates elemental sulfur that can be used for soil amendment in agriculture.
Streamline’s VALKYRIE employs TALON®, a non-toxic, biodegradable Redox (“Reduction-Oxidation”) chemistry process that removes H2S from gas streams by converting it (“reduction”) to elemental sulfur and then regenerating the chemistry by introducing air (“oxidization”) so that the chemistry can repeat the treating process, over and over again. The elemental sulfur is filtered from the chemistry and is accumulated in a container that will be used to store and transport the sulfur.
The VALKYRIE® H2S Treating System doesn’t just capture H2S, it destroys it, eliminating the need to flare sour gas, which is critical for reducing routine flaring and SO2 emissions.
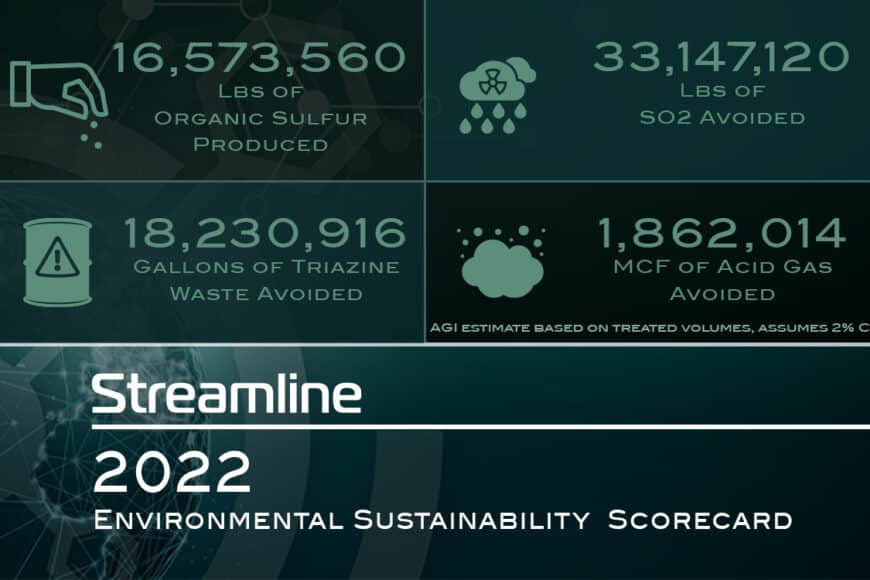
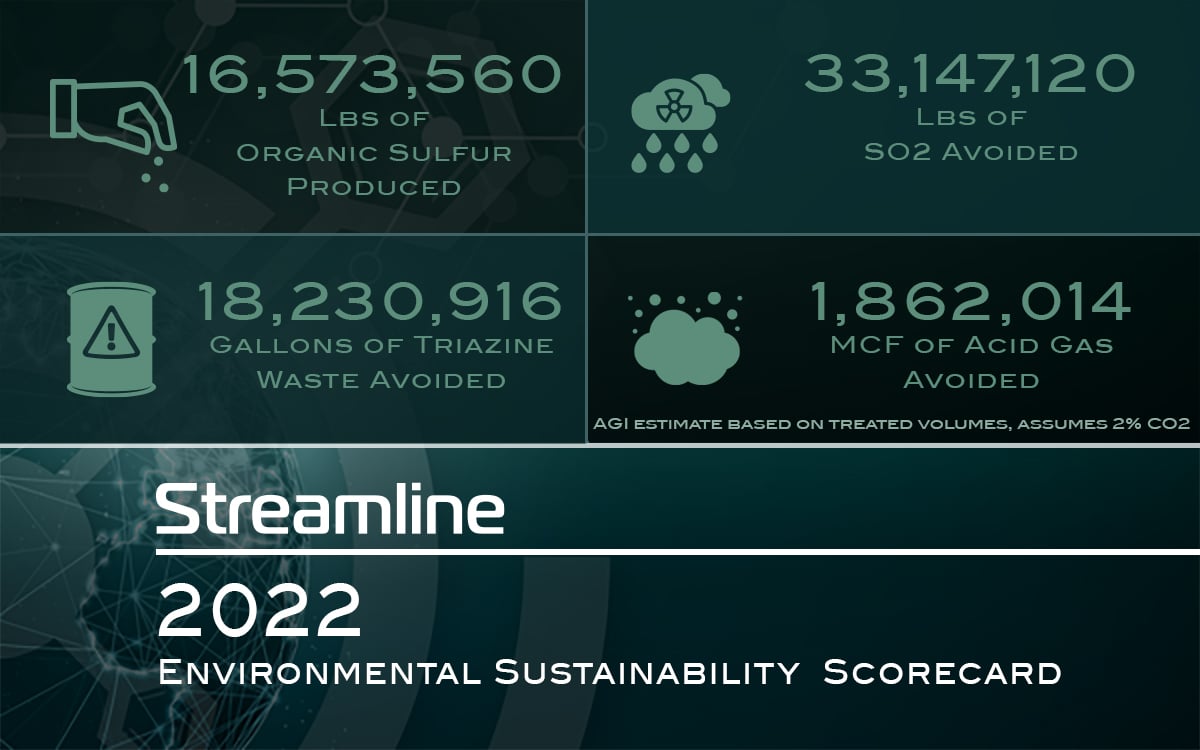
The infographic below aggregates the environmental sustainability benefits delivered to our customers by VALKYRIE units operating during 2022.
In 2022, the VALKYRIE fleet delivered substantial improvements in environmental performance, as compared to 2021:
42% increase in organic sulfur production
42% increase in avoided SO2 emissions
42% increase in avoided gallons of triazine waste
38% increase in avoided acid gas produced
“Leading E&P operators are using Streamline technology to unlock the value of their sour gas assets in a cost-efficient and environmentally friendly manner. The VALKYRIE Environmental Sustainability Scorecard demonstrates the quantifiable environmental benefits of our technology.”
– David Sisk, CEO
Simple Elemental Sulfur™
Streamline’s sulfur produced by the Valkyrie is listed as Simple Elemental Sulfur™ with the Organic Material Review Institute (“OMRI”) for use as fertilizer for Organic Production. OMRI certification approval standards are compliant with the USDA National Organic Program (“NOP”) regulations for organic cultivation processes. Simple Elemental Sulfur™ is a powdered, amorphous form of sulfur that can be beneficial as a soil amendment, increasing the pH of soil and improving the uptake of nitrogen.
About Streamline Innovations
Streamline Innovation’s vision is Eliminating Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy.
Streamline’s environmentally forward H2S treating solutions help achieve the “E” in ESG. H2S is present in many industrial processes throughout the world. Our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, a leading cause of human inhalation accidents and source of SO2 emissions, a primary cause of acid rain. Talon treats effectively in both gas and water phases.
Streamline believes that achieving environmental sustainability directives requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to measuring and reducing emissions that harm the environment. We integrate advanced process control, data collection and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.
Contact
Steve Bagley Director, Corporate Development Streamline Innovations, Inc.
We are proud that our Sustainability-Linked Loan from Riverstone Credit Partners was recognized by Sustainable Fitch as compliant with LSTA Green Loan Principles for the full amount of the $45 million financing.
This green rating further validates our technology for helping customers improve the “E,” or environmental performance, in their ESG efforts.
Proceeds will be used to address growing demand for Streamline’s solutions and fund the construction of new VALKYRIE™ hydrogen sulfide (H2S) treatment plants for new customers.
Steve Bagley Director, Corporate Development Streamline Innovations, Inc. steve.bagley@streamlineinnovations.com
About Streamline Innovations
Streamline Innovation’s vision is Eliminating Emissions Through Technology. We help heavy industry around the world achieve environmental performance objectives, improve sustainability, and transition to a sustainable, low-carbon economy.
H2S is present in almost every industrial process in the world. Our technology can be applied across industries, delivering a sustainable solution that eliminates H2S, the leading cause of acid rain, a deadly greenhouse gases dangerous for work and living environments.
Streamline believes that achieving the E (“Environmental”) in ESG requires data. Creating intelligent systems that operate effectively and efficiently without human intervention is critical to reducing emissions that harm the environment. We integrate advanced data collection, process control, and analytics in our technologies to provide a total solution for customers.
We serve organizations in multiple sectors, including Energy/Oil & Gas, Biogas, Landfill Gas & Renewable Fuels, Municipal Wastewater and Industrial Air & Water.